1.工作図の作成
鉄骨を加工するのに際し必要な仕様を明記した工作図を作成します。
工作図としては一般図、主要構造部の詳細図(柱、梁詳細図、仕口部、
柱脚部等があります)。
2.材料の調達
鉄骨を製作するためのJIS規格または国土交通大臣認定材料を
入手します。
鋼材料の品質保証書(ミルシート)の添付は義務となります。
使用鋼材の材質は400N級及び490N級となりますが、製作工場の
取得するグレードにより加工可能な最大板厚が変わります。
弊社はRグレード認定工場として、板厚が32mm以下の材料まで
取り扱うことが可能です。
3.罫書き
材料を設計した大きさに切断するための罫書きを行います。
4.切断・曲げ加工
罫書きを終えた鋼材の切断や曲げ加工を行います。
使用する切断機器は鋼材の鋼種及び切断精度により選定しますが、
バンドソーもしくはガス切断機により行います。
板材はシャーリングもしくはガス切断機により加工します。
5.孔あけ
鉄骨は建て方時にボルトにより固定するため、必要な径の孔を
材料にあけます。
孔あけはドリルにより行い、孔周辺のまくれなどはグラインダーを
用いて除去します。
6.摩擦面処理
高力ボルトによって摩擦接合(ボルトによる接合)をする場合、
部材の接触面をショットブラストまたはグラインダー等により
調整します。
接触面は0.45以上のすべり係数を確保するようにします。
7.組立て、組立て溶接
組立て図に従って部材を組立てます。部材同士のずれや食い違いを
管理値以内に抑えるよう組立てを行います。
この工程で不具合(寸法が許容値から外れる等)が発生した場合
3の工程から再加工を行います。
8.本溶接
鉄骨製作管理技術者により組立て溶接が終了した部材を溶接して
完全に接合します。
溶接材料はJIS規格品を用い、溶接時の入熱とパス間温度管理は
社内工作基準書に従って調整します。
9.矯正
溶接により生ずる歪みを過熱器具やプレス矯正機により除去します。
過熱矯正に際しては材料の性質を損なわないように行い、
850~900度までの加熱をし矯正を行います。
10.検査
設計図書や工作図をに基づき、基本寸法、各部材位置寸法、
ボルト接合部の位置などを確認します。
また、溶接部の検査は超音波探傷検査とし、弊社では全数検査を
行っております。
11.さび止め塗装
塗料は原則として[JIS K 5621]を用い、はけやスプレーにて
塗装を施します。
12.建て方
11の工程までにより製作された鉄骨を組上げます。
以上が、鉄骨住宅の製作過程となります。
当社は静岡県藤枝市の鉄工所としてこれからも各工程管理を徹底し、
高品位の製品を提供してまいります。
静岡県中部地区(静岡市、焼津市、島田市、吉田町等)では多くの
鉄骨建築の実績を持ち、建付け精度に関しても好評を頂いております。
<主な工事内容>
・貸工場、貸し事務所等の鉄骨製作及び建て方
・鉄骨建築内における建築金物(鉄骨階段、鉄骨廻り階段等)
・鉄骨建築内におけるインテリア金物(鋼製手摺り、鋼製テーブル)
・大型鋼構造物(機械架台、産業用デッキ、タンク積載架台等)
・ステンレス構造物及び金物の製作(架台、階段、手摺り等)
鉄骨を加工するのに際し必要な仕様を明記した工作図を作成します。
工作図としては一般図、主要構造部の詳細図(柱、梁詳細図、仕口部、
柱脚部等があります)。
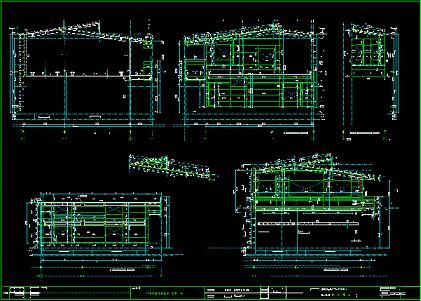 |
| 立面図の例 |
2.材料の調達
鉄骨を製作するためのJIS規格または国土交通大臣認定材料を
入手します。
鋼材料の品質保証書(ミルシート)の添付は義務となります。
使用鋼材の材質は400N級及び490N級となりますが、製作工場の
取得するグレードにより加工可能な最大板厚が変わります。
弊社はRグレード認定工場として、板厚が32mm以下の材料まで
取り扱うことが可能です。
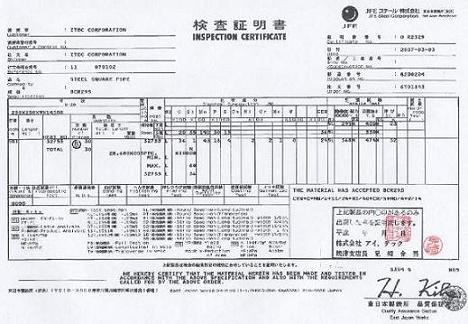 |
| 品質保証書:ミルシート(一部抜粋) |
3.罫書き
材料を設計した大きさに切断するための罫書きを行います。
4.切断・曲げ加工
罫書きを終えた鋼材の切断や曲げ加工を行います。
使用する切断機器は鋼材の鋼種及び切断精度により選定しますが、
バンドソーもしくはガス切断機により行います。
板材はシャーリングもしくはガス切断機により加工します。
 |
||
| 左写真:バンドソー(帯鋸)、右写真:シャーリング(せん断加工機) |
5.孔あけ
鉄骨は建て方時にボルトにより固定するため、必要な径の孔を
材料にあけます。
孔あけはドリルにより行い、孔周辺のまくれなどはグラインダーを
用いて除去します。
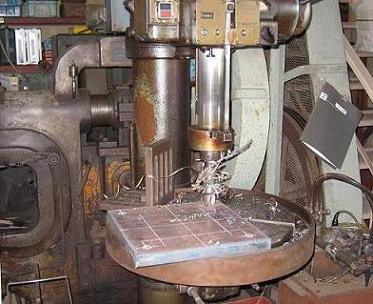 |
| 直立ボール盤によるベースプレートへの孔あけ |
6.摩擦面処理
高力ボルトによって摩擦接合(ボルトによる接合)をする場合、
部材の接触面をショットブラストまたはグラインダー等により
調整します。
接触面は0.45以上のすべり係数を確保するようにします。
 |
| 6の工程までにより製作されたブラケット(柱と梁の接合部材) |
7.組立て、組立て溶接
組立て図に従って部材を組立てます。部材同士のずれや食い違いを
管理値以内に抑えるよう組立てを行います。
この工程で不具合(寸法が許容値から外れる等)が発生した場合
3の工程から再加工を行います。
 |
| ブロック組立て(組立て溶接)完成写真 |
8.本溶接
鉄骨製作管理技術者により組立て溶接が終了した部材を溶接して
完全に接合します。
溶接材料はJIS規格品を用い、溶接時の入熱とパス間温度管理は
社内工作基準書に従って調整します。
 |
| 大組立て完成写真(柱部分) |
9.矯正
溶接により生ずる歪みを過熱器具やプレス矯正機により除去します。
過熱矯正に際しては材料の性質を損なわないように行い、
850~900度までの加熱をし矯正を行います。
10.検査
設計図書や工作図をに基づき、基本寸法、各部材位置寸法、
ボルト接合部の位置などを確認します。
また、溶接部の検査は超音波探傷検査とし、弊社では全数検査を
行っております。
 |
| ブラケット部の超音波探傷試験風景 (8)の工程直後の検査となり、シャフト連結後の検査は別途 |
11.さび止め塗装
塗料は原則として[JIS K 5621]を用い、はけやスプレーにて
塗装を施します。
 |
| 検査及びさび止め塗装を終えた部材写真(柱部分) |
12.建て方
11の工程までにより製作された鉄骨を組上げます。
 |
| 高力ボルトの締め付け風景 左写真:1次締め及びマーキング、右写真:2次締め |
以上が、鉄骨住宅の製作過程となります。
当社は静岡県藤枝市の鉄工所としてこれからも各工程管理を徹底し、
高品位の製品を提供してまいります。
静岡県中部地区(静岡市、焼津市、島田市、吉田町等)では多くの
鉄骨建築の実績を持ち、建付け精度に関しても好評を頂いております。
<主な工事内容>
・貸工場、貸し事務所等の鉄骨製作及び建て方
・鉄骨建築内における建築金物(鉄骨階段、鉄骨廻り階段等)
・鉄骨建築内におけるインテリア金物(鋼製手摺り、鋼製テーブル)
・大型鋼構造物(機械架台、産業用デッキ、タンク積載架台等)
・ステンレス構造物及び金物の製作(架台、階段、手摺り等)